

在耗時(shí)的CNC精加工過程中,如何(hé)提升加工效率是特別有意義的話題。如果(guǒ)告訴你,有一種加(jiā)工方法可以將零件的精加工時間從60分鍾縮短到4分鍾,你或許以(yǐ)為是在開玩笑!今天將給大(dà)家介紹Mastercam 的超弦精加工技術,其使用的創新刀具與(yǔ)加工策(cè)略,可大幅提高精加工效率,充分釋(shì)放出CNC加工超乎常規(guī)的潛力。
整體精加工時間節約了 93%:
工序 1
若使用球刀,精加工(gōng)時間:30分鍾
使超弦精加工技術,精(jīng)加(jiā)工時間:3分(fèn)鍾
工序 2
若使用球刀,精加工時間:60分鍾
使(shǐ)用超弦精加工技術,精加工時間:4分(fèn)鍾(zhōng)
超弦精加工實際切削案例(lì)
超弦精(jīng)加工技術如何提升精加工效率?
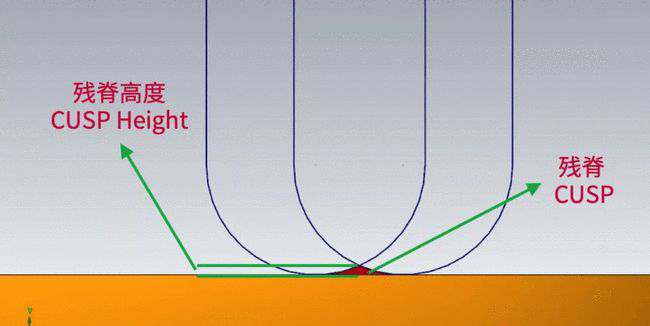
CNC精加(jiā)工的(de)目的是保證工件的(de)最終尺寸精度和表麵質量(liàng)。而精加工(gōng)的表麵質量,很大程度取決於加工後留下的殘脊高(gāo)度。
殘脊高度是指加工中刀具通過兩條相鄰刀具路徑之後,殘留材料(liào)凸起部分的最大高度,如下圖所示。
如何減小殘脊高(gāo)度?
一個可行的方法(fǎ)是減小步距,減小相鄰刀路之間(jiān)的距離(lí)。但這意味著(zhe)增加了單位麵積中的刀路數(shù)量和(hé)密度,增加了精加工的時間(jiān)。
另一個可(kě)行的方法是(shì)使用更大的刀(dāo)具(jù)。因為刀具(jù)半徑越大,與材料接觸時接觸點上的弧度越大。在相(xiàng)同刀路密度下,得到的殘脊高(gāo)度約小。用大半徑的刀(dāo)具可以減小殘(cán)脊高度(dù),達到更好的表(biǎo)麵質量,但很多工件需要(yào)精加工的地方,間隙狹小不能用大半徑刀(dāo)具加工。
大圓弧刀具與(yǔ)超弦精加工技術
大圓弧刀具是(shì)一類新型的銑削刀具。使用大圓(yuán)弧刀具則可以用(yòng)更大的步進量來達到同樣的表麵質量。刀路編程(chéng)是有效使用(yòng)大圓弧刀具的關鍵,在刀(dāo)路中控製刀具以適當的(de)角度與工(gōng)件輪廓形狀進(jìn)行精確(què)擬(nǐ)合,可以在保證表麵質量的前提下大幅減少加工循(xún)環時間,這就是(shì)Mastercam的超弦精(jīng)加工技術。
使用球刀與大圓弧刀具加工對比
球(qiú)刀的優點是在使用時不用考慮刀尖形狀與工件(jiàn)表麵形狀的(de)齧合角度,無論使用(yòng)何(hé)種(zhǒng)角度,刀尖接觸點的形狀始終是圓形。但是,球刀需要較小的步進增量來保(bǎo)證精(jīng)加(jiā)工表麵質量,被加工表麵較大時,加工時間會變的非常長。
通過使用比球刀大的多的刀尖(jiān)圓弧,也就是(shì)使用錐度型式或橢圓型式(shì)刀具(jù),在不增加刀路密度的情況下可以減(jiǎn)小殘脊高(gāo)度(dù),在更少(shǎo)的時間內可以完成質量(liàng)更高的精加工。
超弦精加工中應該選用怎樣的編程策略?
Mastercam的超弦(xián)精加工技術是對於使(shǐ)用圓弧刀(dāo)具(jù)進行高效精加工的編程解(jiě)決方案。可以針對各種形狀的大圓(yuán)弧刀具,基於刀具形狀,通過特殊(shū)刀路算法,對加工過程中的刀具接觸點進行(háng)動(dòng)態補償,可以充分利用(yòng)圓弧刀(dāo)具的(de)外形進行高精度高效率(lǜ)的精加工。
要想(xiǎng)以超弦精加工方式使用(yòng)大圓(yuán)弧刀具進(jìn)行精加工(gōng),應該選擇怎樣的刀路(lù)策略進(jìn)行編程(chéng)呢?
3 軸加(jiā)工:
在普(pǔ)通 3 軸加工中,因為(wéi)機床軸運動(dòng)簡單,可以利用超弦精加工進行一些側壁和陡峭區域或頂(dǐng)麵平緩區(qū)域的精加工。推薦選用圓桶形式和錐度形式的圓弧刀具,使(shǐ)用 Mastercam 3D精加工中的等高策略和平行策(cè)略進行超弦(xián)精加工。
在刀具管理器中選擇(zé)圓桶形式刀具;在刀具定義頁麵,設置(zhì)圓桶刀具的各項外形參數。
這裏定義的刀具(jù)外形設置(zhì)的(de)參數,會直接影響到刀路(lù)運算結果。最穩妥的方式,還是直接導入刀(dāo)具廠商提供的刀具模型。
隨後(hòu),使(shǐ)用等高策略生成刀路:
通過切削驗證(zhèng)可以看到,Mastercam 生成的超弦精加工刀路,利用了刀具的大圓弧,以比使用(yòng)球刀(dāo)大的多步距,高效的進行(háng)精加工。
案例二:
在這個案例中,選用圓桶形式圓弧刀具使用等高策略進行加工。仔細觀察生成的超弦精加工刀路,充分利用(yòng)了圓桶刀具的大圓弧進行精加工。
3+2 定麵加(jiā)工
在(zài) 3+2 定麵的環境中(zhōng)進行超弦精加工(gōng),同樣推薦使用等高與平(píng)行策略。與單純(chún)的 3 軸加工不一樣的是,3+2 定麵加工中,需要選擇合適的刀具平麵,使刀具的圓弧在刀路中以穩定的切(qiē)點與(yǔ)材料接觸。
五軸聯動加工
五軸聯動加工機床運動的角度(dù)靈活,是超弦精加工的主(zhǔ)要應用領域。在(zài)五軸加工中,推(tuī)薦使用平行和漸變加工策略。
以五軸聯動方(fāng)式(shì)進行超(chāo)弦精加工,其關鍵點是控製刀軸,使刀具以(yǐ)穩定合適的圓弧切點與材料接觸。
加工視頻 ▼
總結
超弦精加工適用於3軸加工、3+2軸定麵加工(gōng)、五軸聯動加工。
3軸加工中推薦使用等(děng)高、策(cè)略和(hé)平行、策略。
3+2軸加工的關鍵點(diǎn)是選擇合適的(de)刀具平麵,使刀具的圓弧在刀路中以穩定(dìng)的切點與材料接(jiē)觸。
五軸聯動加工的關鍵(jiàn)點是控製刀軸,使刀具以穩定合適的圓(yuán)弧切點(diǎn)與材料接觸(chù)。五軸聯動加工推(tuī)薦使用平行和漸變加工策(cè)略。
