

1Cr18Ni9Ti不鏽鋼動量輪輪體內孔精密加工方法
編者(zhě)按
針對1Cr18Ni9Ti不鏽鋼動(dòng)量(liàng)輪輪體的內孔加工難點,采用常規車削和磨削均無法保證(zhèng)精度要求。通過對不鏽鋼材料切削特性(xìng)和輪體內孔加工工藝進行(háng)全麵分析,結合現有加工方式的優點和不足(zú),創新采(cǎi)用精密車削工藝與手(shǒu)工研磨相結(jié)合的方(fāng)法,突破加工瓶頸,實(shí)現了動量輪中心圓柱孔的加工精度要求,為同類型高(gāo)精度輪係內孔加工(gōng)提供了參考方法。精密加工http://www.xjssy.cn/
01
序言
動量輪利用陀(tuó)螺定軸性和轉速變化而產生(shēng)的反作用(yòng)力矩,來穩定或改變衛星的(de)姿態。動量輪(lún)產品的加工精度直接影響整個航天器的運行壽(shòu)命、控(kòng)製精度和可靠性,而輪體內孔的加工質量則決定了動量輪的整體裝配精度。該部位的形狀及尺寸精度要求極為嚴格,在實際生產中,由於內孔采用常規車削和(hé)磨削(xuē)無(wú)法保證尺(chǐ)寸和形狀公差(chà),因(yīn)此輪體內孔精密加工成為動(dòng)量(liàng)輪製造瓶頸(jǐng)。
02
輪體加工特性分析
輪體是動量輪產品的關鍵零件,由1Cr18Ni9Ti奧氏體不鏽鋼經鍛造後整體切削成形。1Cr18Ni9Ti屬難加工奧氏體不鏽鋼。輪體及(jí)內孔(kǒng)如圖1所(suǒ)示。動量輪(lún)中心圓柱孔(kǒng)尺寸為φ50mm,尺寸公差等級為IT2級,公差值為(wéi)0~3μm。該孔圓(yuán)柱度要求<3μm,表麵粗糙度(dù)值Ra=0.8μm。
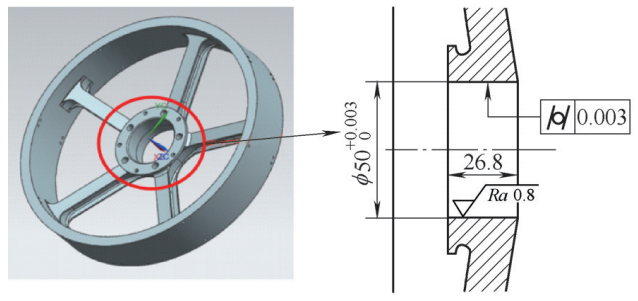
圖(tú)1 輪體(tǐ)及內孔
由於輪體(tǐ)材料的切削特(tè)性對車削加工有很(hěn)大的影(yǐng)響,因此了解和掌握(wò)1Cr18Ni9Ti不鏽鋼的(de)切削性能對車(chē)削加工極其重(chóng)要。該材料的相對可切削性為0.3~0.5,屬於難切削材料,其加工特性主要包括以下幾(jǐ)個方麵[1]。
(1)刀(dāo)具磨損(sǔn)快 材料的高溫強度及(jí)高(gāo)溫硬度較高,切削過程中切屑切除困難,切削力大,導致刀具磨損速度快。
(2)塑性和韌性高 由於材料的延伸(shēn)率為40%,是45鋼的250%~280%,所以(yǐ)切屑不易切離、卷曲和折斷,切削(xuē)溫度高。
(3)導熱性差 由(yóu)於切屑切離與折斷困難,所以刀具(jù)切削刃麵與工件間產生的摩擦熱增(zēng)加。由於1Cr18Ni9Ti不鏽鋼的導熱率較低(約為45鋼的1/3~1/2),因此材料的散熱能力(lì)差,被切屑帶走的熱(rè)量較少。刀具(jù)承擔的切(qiē)削(xuē)熱量增加,使溫度提升,刀具磨損加劇。
(4)加工硬化嚴重 隨著刀具的急速磨損,使得切削力增(zēng)加,切削參數發生變化,工件的表麵質量變差。
依照常規加(jiā)工工藝,先(xiān)後選用兩種方法對試驗件內孔進行試切加工。加工方案如下。
方案1:使用高精(jīng)度車床,精車內(nèi)孔至成品尺寸(cùn)。此方案實施過程中,分別使用(yòng)高精度手動車床和數控車床(chuáng)進行試切,鑒於這兩種車床本身主(zhǔ)軸徑向圓跳(tiào)動誤差為2~3μm,基本處於零件精度(dù)要求極限,同時零件的材料特性使得刀具(jù)磨損極快(kuài),對零件的圓柱度產生影響,因而此方法加工(gōng)出的(de)零件圓柱度為3~6μm,表麵粗糙度值Ra=1.6μm,不能(néng)滿足零件精度要求(qiú)。
方案2:直徑留0.15~0.2mm餘量半(bàn)精車內孔,然(rán)後(hòu)使用精密內圓磨床精磨內孔至成品尺寸。該磨床主軸回轉精度為0.5~1μm,能夠滿足零件精度要(yào)求(qiú)。在實際加工中,分別使用單晶剛(gāng)玉和立方氮化硼砂(shā)輪(lún)對內圓進行磨削,發現圓柱度始終在3μm左(zuǒ)右浮動,合格率為50%,雖然表麵粗糙度(dù)值達到Ra=0.2μm,但圓柱度超差風險較大,仍然不能滿(mǎn)足零件精度要求。
後續通過對鋁合金、鈦合金材料進行試切試驗,發現使用精密車床車削後的表麵圓柱度可達(dá)到2~3μm,而使用高(gāo)精度內圓磨床加工出的內孔圓柱度可達到1μm。經過比對分析(xī)得知,雖然機床精度是加工此類高精度產品的重要因素,但材料的切削特性、零件的結構特性也是決定輪體內孔(kǒng)加工質量的關鍵因素。刀(dāo)具和砂輪磨損、裝夾(jiá)變(biàn)形、切削應力(lì)變形及(jí)加工振動等(děng)環節,使得上述兩種工藝方法都不能嚴格保證高精度(dù)內孔的加工質量。
為避免機床精度對加工精度的影響,並且能依靠(kào)現有設備實現輪體加工,同時(shí)嚴格(gé)保證內孔尺寸和形狀精度要求,經(jīng)過多次工藝摸索驗證,確定使(shǐ)用研磨工藝來實現內孔高精度要求。輪體內孔加工工序如圖2所示。同時(shí),為減輕研磨操作強(qiáng)度和提(tí)高效率(lǜ),研磨(mó)前將孔餘量精準控製在0.01~0.02mm,圓柱度優於8μm,表麵(miàn)粗糙度值Ra<1.6μm。這樣就需(xū)對輪體的車削和研磨技術進行(háng)深入的(de)研究。

圖片圖2 輪體內孔加工工(gōng)序(xù)
03
輪(lún)體精密車削加工方法
針對材料的切削特性,從刀具及切削參數(shù)選用、切削液應用和零件裝(zhuāng)夾定位等方麵確定了零件具體的車削加工措施(shī)和方法[2]。
(1)刀具材料的選用 粗加工時選用YG8硬(yìng)質合金車刀進行加工,因為輪(lún)體材(cái)料1Cr18Ni9Ti含有Ti元素,該元素易與刀具材料中的同元素發(fā)生親和作用,在(zài)切削時含(hán)Ti的刀片磨損(sǔn)極(jí)快,所以在加(jiā)工本材料時,避免選用YT類(lèi)硬質合金刀具材料。精加工選(xuǎn)用不含Ti元素的塗層刀具進行切削,可選擇Al2O3為基體的塗層材料,其(qí)化學(xué)惰性(xìng)大且和不鏽鋼材料的親和作用小。
(2)刀(dāo)具幾何(hé)角度的(de)選擇(zé) 粗加工階段(duàn),由於餘量較多、剛性較好(hǎo),所以此時主要滿足高效去除材(cái)料的需求;精(jīng)加工階段,工件因薄壁特征(zhēng),徑向剛(gāng)度較差,故刀具的幾(jǐ)何角度主要應(yīng)考慮減少切削力和提(tí)高表麵(miàn)質量,具體選擇(zé)如(rú)下所述。
1)刀具(jù)在粗加(jiā)工時(shí),為使車刀具有(yǒu)良好的切削強度,前角一(yī)般取較小值(12°~15°);精加工時為(wéi)了使刀具更加鋒利,並有效(xiào)降低切(qiē)削力,從而獲得更高的表麵質量,前角一般取較大值(15°~20°)。
2)後角(jiǎo)選(xuǎn)擇方法和前(qián)角類似,粗(cū)加工時主要是為了提高材料去除(chú)效率,精加工時是為了減小後刀麵和材料被切削麵之間的接觸麵,以及降低刀具磨損等。粗加工時刀具主後角為6°~8°,精加工時主後角為8°~10°。
3)主偏角的選擇主要從對切削力的大小和方向這兩個方麵的(de)影響進行調整。粗加工時,使用較小的主偏角,一般取(qǔ)60°~75°;精加工時,為了減小徑向切削力,應選90°~95°的大主偏角。
4)刃傾角主要影響切削力的方向和刀尖、切削刃的強度(dù),在粗加工時,為了提高刀尖的強度,刃傾角一般取負值(zhí),可取-5°~0°;在精加工時,為(wéi)使切屑排向工件待切削表麵,並最大限度(dù)減(jiǎn)小徑向切削力,刃傾角應(yīng)取正值,可取0°~3°。
(3)切削用量的選擇 粗、精加工切削用量的(de)選(xuǎn)擇原則為:粗加工主要考慮刀(dāo)具壽命和提高勞(láo)動生產率,切削用量數(shù)值應大些;精加工主要考慮切削力和工件(jiàn)的弱(ruò)剛性特點,減小切削變形,提高表麵質量(liàng),切削用量應小些。影響切(qiē)削力大小的切削要素中,由大至(zhì)小分別為切削深度、進給量和切削速度。具體選擇如下所述。
1)切削深度(dù)。粗加工時,切削深度(dù)應取(qǔ)較大值,可避免在加工(gōng)硬化(huà)層內切削(xuē),並提高加工效率,一般取2~4mm。精加工時,為了減小工件(jiàn)彈(dàn)性和塑性變形,切削(xuē)深度(dù)取較小值,但不宜過(guò)小,否則會使得生產效率降低,精車時切(qiē)削深度一般取0.1~0.15mm。
2)進給量。由於進給量對切削(xuē)力的影(yǐng)響較小,因此為了提(tí)高(gāo)切削效率,進給量可取相對較(jiào)大數值,一般在粗加工時取0.15~0.2mm/r,精加工時取0.03~0.06mm/r。
3)切削速度。切削(xuē)速度影響工件的表麵質量和(hé)刀具壽命(mìng)。粗加工切削速度不宜選擇太高,一般取30~40m/min;精加工(gōng)時由於零件結構剛性較差,因此(cǐ)通過改變刀具角度控製切削力,提升精加工(gōng)表麵質(zhì)量,切削速度與粗加工一(yī)致(zhì)。
(4)切削液的選用 1Cr18Ni9Ti不鏽鋼(gāng)材料具有一定的(de)黏性,切削(xuē)加工性差,切削時易產生積(jī)屑瘤,從而破壞(huài)已加工表麵,這就要求選擇冷卻(què)性、潤滑性和滲透性都好的極壓乳(rǔ)化液。使用l∶50的水配製成的極壓乳化液,在(zài)切削加工中(zhōng)能保證零(líng)件的(de)表麵質量並有效降低切(qiē)削溫度。
(5)安裝定位方法 輪體徑向剛度較差,夾緊力沿軸向分布,雖然不會(huì)使工件產生變形,但在切削過程中,切削振動和徑向切削力仍然能使零件產生微米級(jí)變形,隻需滿足研磨餘量即可。輪體的裝夾如圖3所示。
圖片
圖3 輪體的裝夾
04
內孔精密研磨方法
研磨加工是利用研具在施加一定壓力的情況下,相對工件加工(gōng)表麵作複雜的移(yí)動(dòng)和運動來實現的。研具與工件間的磨粒和研磨(mó)劑在相對運動中(zhōng),起物理機械磨削作(zuò)用(yòng),使磨粒能從工件表麵上摩擦磨損掉極薄的一層材(cái)料,可對加工表麵進行0.01~0.1μm的微量切削,從而可高精度控製工件尺寸和形狀精度,同時(shí)獲得高表麵質量。由於研(yán)磨加工(gōng)對機床精(jīng)度(dù)要求不高,因此使用研磨工藝可確保輪體內(nèi)孔尺(chǐ)寸(cùn)和形狀精度滿(mǎn)足設計要求。
4.1 研磨前的準備(bèi)工作
(1)研磨方(fāng)式及研磨劑的(de)選用 為了便於操作,配(pèi)製研磨膏進行研磨,研磨分類及適用範圍見表1。針對1Cr18Ni9Ti不鏽鋼材(cái)料,采用SA單晶剛玉研磨粉(fěn),粗研粒度選擇F600,精研粒(lì)度選擇F1000。研磨膏成分配比見表(biǎo)2[3]。
表1 研磨分類及適用範圍圖片
表2 研磨膏成分及用途圖片
(2)研具結構及尺寸 研具是用於塗敷或嵌入磨料,而且不會嵌入工件表麵,並使其磨粒發(fā)揮(huī)切削作(zuò)用的(de)工具(jù)。研磨部分的材料一般比工件軟,常用的研具材(cái)料為灰(huī)鑄(zhù)鐵、10或20低碳鋼及黃銅等。結合生產實際,選取黃銅為研磨套材料,45鋼調質料為芯棒材料,製作了可調式內孔研具。研磨套采用單槽結構,外圓製作了(le)交叉螺旋槽,用於(yú)存儲多(duō)餘的研磨劑(jì)。研磨套與芯棒通過1∶20錐麵配合,使用螺釘、壓板進行調節,便(biàn)於研磨套磨損後尺寸調整。研磨(mó)套長度為工件被研內孔長度(dù)的2~3倍。研磨工藝是一種誤差平均(jun1)法,研磨(mó)前內孔圓(yuán)柱度允許誤差較高,但一(yī)般不應超過研磨(mó)後誤(wù)差的6~10倍,故(gù)研磨前內孔(kǒng)圓柱度應控製在(zài)0.01mm左(zuǒ)右。研磨套外圓與工件內孔保持0.01~0.02mm間隙。輪體研具如圖4所示(shì)。
圖片
圖4 輪體研具
4.2 研磨(mó)過程
(1)操作方(fāng)法 內孔研磨在手(shǒu)動車床進行,采用機械與手工配合的研磨方(fāng)法。
1)研磨棒夾持在車床卡盤上,轉動卡盤,將研磨膏均勻塗抹在研磨套外(wài)圓表麵。
2)雙手把持工件,將工件內孔慢慢旋入研磨套外圓。
3)起動車床主軸,帶(dài)動研具(jù)旋轉,雙(shuāng)手把持工件在研磨套外圓做軸向往複勻速移動(dòng),移動距離要盡(jìn)可能覆蓋研磨(mó)套全長。
4)研磨(mó)5~8min後,將工(gōng)件取下,擦掉研具和工件表麵的研磨劑,然後塗敷(fū)新(xīn)的研磨(mó)劑,重新套上進行研磨。
5)研磨過程中,根(gēn)據孔徑變化,適時調大研磨套直徑,以適應工(gōng)件所要求的尺寸和精度。調節研磨套時,要控製與(yǔ)工件的間隙量,間隙(xì)太小容易將孔麵拉毛,增大操作強度(dù);間(jiān)隙過大容易出現橢圓或(huò)錐度的情況。
6)研磨時如有過多的研磨(mó)劑被擠出,應及時擦掉,否則會使孔口擴大,孔麵帶錐成喇叭口狀。
7)采用多(duō)次調(diào)頭裝夾的方式,通(tōng)過研磨軌跡的不(bú)斷變化(huà),避免(miǎn)同一誤差放大,避免孔麵誤差對工件圓柱(zhù)度的影響。
(2)速度(dù)參數 研磨轉速不宜過(guò)高,一般為30~100r/min。粗研采用80~100r/min,半精研采(cǎi)用40~80r/min,精(jīng)研則采用30r/min。通過工件在研具上研磨(mó)出(chū)的網紋來判斷研磨速度是否合適。當研(yán)具上研磨出的(de)網(wǎng)紋呈(chéng)45°交叉線時,往複運動速度適當(dāng)。往複運動的速度不(bú)論太快還是太慢,都影響工件的精度和耐磨性。
(3)注意(yì)事項 研磨前,確保孔(kǒng)口(kǒu)無毛刺,孔口棱邊圓滑(huá),可避免研磨過程中出(chū)現屑渣裹入(rù)研磨膏中造成工件內孔劃傷現象;研磨套開口單槽和交叉螺旋槽棱角無銳(ruì)邊,保證槽口均為鈍邊且光滑過渡;工件應及時清洗,確保每次在工件與研具清理幹淨後再塗敷新的研磨劑;精研前,工件放(fàng)置30min以上,使(shǐ)零件熱(rè)量(liàng)充分釋放後再進行精研加工。
05
方法驗證
輪體采用此精密加工方法進行加工驗證。研磨加工過程輪體內(nèi)孔尺寸采用三點(diǎn)內徑千分尺測量,圓柱度不測量。研磨加工後輪體內孔尺寸采用(yòng)三坐標測量機測量(liàng),圓(yuán)柱度采用圓度儀測量(見圖5)。最終表麵粗糙度采用對比塊測量。保證(zhèng)量具和工件表麵清潔(jié)度,以及(jí)在相同溫度(dù)環境下測(cè)量。將三(sān)點內徑千分尺測量值與三坐標測量機測量結(jié)果比對,檢測結果(guǒ)在誤差範圍內。輪體內孔尺寸(cùn)及圓柱度測量結果見表(biǎo)3。
圖片
圖5 圓柱度測量
表3 輪體內孔尺寸及圓柱度測量結果圖片
06
結束語
針對1Cr18Ni9Ti不鏽鋼動量輪輪體的內孔尺寸高精度加工問題,提出(chū)采用精密(mì)車削工藝與手(shǒu)工研磨相結合的(de)方法(fǎ)。此方法經過數控車床半精加工和手動研磨兩道工序,保證了輪(lún)體內孔尺寸(cùn)φ50mm滿足公差<3μm,圓柱度達到(dào)1μm,內孔表麵粗糙度值Ra<0.2μm。加工精度完全符合設計要求。此方法製造成本低,效率高,質量穩定可靠,為(wéi)其他航天器輪係零件(jiàn)的內孔(kǒng)精密(mì)加工提供了參考。
